

rdos Miller 是一家总部位于休斯顿的石油和天然气行业随钻测量 (MWD) 设备制造商,需要一种更快、更便宜、更好的替代品来替代机加工的 PEEK 聚合物,以便为其校准过程制造精密工具零件。
尽管 PEEK 因其广泛的材料特性而成为此应用的理想聚合物,但加工复杂零件的交货时间长且成本高。机加工的 PEEK 部件(每个约 35 美元)可以牢固地安装在暴露在高达 175°C 的温度下的工具上的凹槽中。 这些部件需要通过多次加热和冷却循环实现稳定性和尺寸精度,因此很难找到替代品。

“我们确实考虑过 3D 打印 PEEK 一段时间,”Erdos Miller 的初级电气工程师 William Herr 说,“但是,获得一台可以承受如此极端温度的专用打印机的额外成本始终是一颗难以下咽的药丸。
该公司在其 Bambu Lab X1E 上尝试了 3D 打印的碳纤维填充尼龙,但它缺乏应用所需的强度、温度稳定性和精度。下一个选项是从 3D 打印服务订购 PEEK 中的部件。但 Herr 发现,零件的交货时间同样很长。
“对我们来说,从 PEEK 中获取部件 CNC 或从主要供应商处获得 3D 打印部件的价格大致相同,”Herr 说,并补充说该公司希望将部件生产转移到内部。
用于 3D 打印的 PEEK 特色图片,所有您需要了解的内容
四处看一看
用于 3D 打印的 PEEK,您需要了解的一切
在哪里可以找到可以生产具有类似 PEEK 机械性能的部件的聚合物线材,该部件也可以在 Bambu Lab X1E 上打印。
该公司从美国材料公司 Z-Polymers 找到了新的 Tullomer 线材。这种新型高性能材料作为碳填充尼龙和 PEEK 的替代品进行销售,是一类全新的材料,3D 行业对此对此产生了浓厚的兴趣。
这真的是一种改变游戏规则的材料吗?让我们更深入地了解一下。
什么是 Tullomer?
Z-Polymers 是一家初创公司,由 Mike Zimmerman 创立,Mike Zimmerman 是一位在材料科学方面拥有长期背景(和博士学位)的连续创业者,他也是塔夫茨大学机械工程教授。该公司于 7 月推出了 Tulomer,并将其作为铝、钢和先进聚合物(如 PEEK、PEKK、PAEK 和 Ultem)的替代品进行销售(无需退火)。
被称为“超级聚合物”或“可 3D 打印的凯夫拉尔”,Tullomer 究竟是由什么制成的,它被笼罩在一些秘密和知识产权保护中。(All3DP 找不到 Tullomer 或 Z-Polymers 的任何未决或已授权专利)。
我们将技术数据表 (TDS) 发送给了 赢创(PEEK 制造商)和 Syensqo Specialty Polymers(也是 PEEK 制造商)的编辑委员会顾问。那里没有人听说过它,但至少可以说,它觉得 TDS 很有趣。
Tullomer 具有极高的刚度和强度,但机械性能会随着挤出温度、挤出速度和层高的变化而变化。这意味着零件可以设计为在不同区域具有不同的特性,并且全部使用相同的材料(只要您的 3D 打印机可以在打印时改变这些特性)。
据报道,Tullomer 具有比 PEEK 更好的耐化学性,它的重量是铝的一半,而且它是惰性的、不易燃的和无线电透明的。
1 公斤也是 500 美元。赢创 Infinam PEEK 9359 每 1 公斤略高于 500 美元,而 Syensqo 的 KetaSpire PEEK 零售价每公斤超过 800 美元。Tullomer 绝对在工程级线材的价格范围内,但它的秘密力量在于它可以在 300ºC 下打印。PEEK 线材通常需要至少 340ºC,这超出了大多数桌面 3D 打印机的范围。
Tullomer 机械性能和比较
Tullomer 在推出时附有与其他材料的比较图表,其中列出了强度和刚度,但这些数字可能具有误导性。Tullomer 使用复合材料的 ASTM 标准进行了机械性能测试,而不是用于 PEEK 等纯聚合物的标准。图表中使用的数字来自不同的标准,并清楚地说明了这一点。尽管如此,虽然不完全是苹果到橙子,但来自不同标准(ISO、ASTM)的数据并不完全可比。
Z-Polymers 的应用工程师 Matthew Guy 告诉 All3DP,该公司计划最终也使用 ISO 标准来测量 Tulomer,并测试冲击强度。“TDS 仍在进行中,”他指出。
我们发现的唯一一种还列出了 ASTM 复合材料标准机械性能的聚合物是 Markforged 连续碳纤维尼龙材料。然而,这两家公司都对他们报告的数据进行了选择性。例如,Markforged 报告拉伸强度,而 Z-Polymers 报告断裂拉伸应力。如果材料在其最大应力下完全失效,则拉伸强度和断裂拉伸应力可能相等。对于在断裂前具有明显塑性变形的材料,它们将有很大差异。
“Tullomer 不是复合材料,而是一种纯聚合物,”Guy 指出。“虽然我们打印的是纯聚合物,但我们的零件更像复合材料。通过打印过程,我们铺设了类似于细纤维带的材料,从而获得了我们的力量。我们的零件更像复合材料零件,而不仅仅是塑料,而且也像复合材料一样断裂。
塔洛默 Markforged 连续碳纤维尼龙 Markforged 连续凯夫拉纤维尼龙
断裂拉伸应力 (ASTM D3039) 250 米帕
拉伸强度 (ASTM D3039) 800 米帕 590 米帕
拉伸模量 (ASTM D3039) 25 GPA 60 加仑/分 21 加仑
拉伸伸长率/断裂应变 5% 1.5% 2.7%
弯曲强度 (ASTM D790) 225 米帕 540 米帕 240 米帕
弯曲模量 (ASTM D790) 20 加仑/分 51 加仑/分 26 加仑/分
悬臂梁冲击强度 (ASTM D256-10 A) 未给出 960 焦耳/米 2,000 焦耳/米
密度 1.4 克/厘米3 1.4 克/厘米3 1.2 克/厘米3
熔点 280 摄氏度
玻璃化转变 (Tg) 不適用
Z-Polymers 还表示,与其他材料相比,Tullomer 是一种更可持续的解决方案。它在打印过程中的释气量比 PEEK 低,并且不像 Kevlar 那样需要硫酸进行初始加工。
将 Tullmer 投入生产
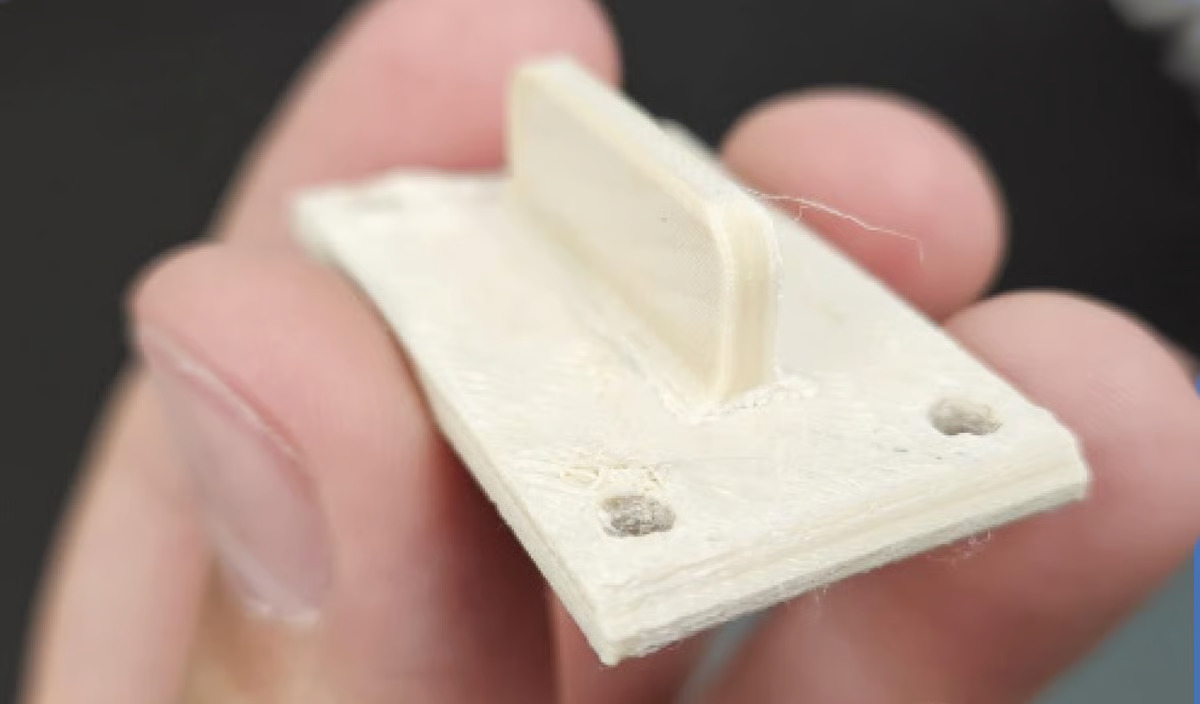
这个看似简单的部分是 Erdos Miller 石油和天然气行业工具工作的关键(来源: Erdos Miller)
使用 Bambu Lab X1E 3D 打印机,Erdos Miller 开始使用 Tullomer 线材打印部件。该公司表示,除了 3D 打印的常规调整(例如与 CNC 加工相比,公差更宽松)外,不需要进行重大的设计更改来适应新材料。Z-Polymers 在 X1E 上为 Tullomer 提供了切片曲线。
Herr 说,每个部件都使用 50% 的填充物打印,每个部件仅使用 6 克细丝,与 PEEK 相比,这大大降低了材料成本。
Herr 说,使用 Tullomer 打印的部件在热循环测试中表现良好,它们暴露在 0°C 至 175°C 之间的温度波动中。 在热循环之前、期间和之后进行测量,以确保尺寸稳定性,并且 Tullomer 部件保持在可接受的公差范围内。与 CF 尼龙不同,Tullomer 在校准过程的整个温度范围内保持其稳定性,可承受高达 200°C 的温度,然后出现软化迹象。
Herr 说,打印的部件完美地适合工具槽,确保校准过程中的稳定性。Tullomer 部件在手动压力测试下是坚不可摧的,这与 CF 尼龙部件不同,后者可以用手打破。
Erdos Miller 批量打印零件,每月生产多达 40 个零件以满足其维护标准。用 PEEK 加工 100 个零件需要四个星期,使用 Tullomer 可以在一个小时内打印出一个零件。
Erdos Miller' 现在正在探索校准工具以外的应用潜力。该公司计划用 Tullomer 替换现有的碳纤维尼龙部件,等待有利的成本效益分析。
Bambu Lab X1E并不是石油和天然气行业应用的明显选择,但Herr表示,该公司在他们的打印机上取得了成功。
“X1E 甚至允许我们的 CEO(以前从未打印过)在周末和他的孩子们一起开始打印,”Herr 说。“它非常用户友好且易于修复。归根结底,尽管在直接规格方面有更好的选择,但我们熟悉这个界面,并在社区和 Bambu 的大量支持下享受快速的打印速度。
然而,Bambu Lab 打印机确实比其他 FDM 产生更多的废料(被亲切地称为粪便),因此考虑到 Tullomer 的价格标签,我们询问 Herr 这是否是一个问题。
“是的,也不是,”赫尔说。“Bambu 所做的不断清洗非常烦人,但它允许更可靠的打印。我们使用 Tullomer 的成功率接近 100%。如果需要额外的一两克细丝,我会很乐意接受更高的可靠性。
Erdos Miller 采用 Tullomer 线材制造 3D 打印高温模具零件,在成本效率和性能方面都有了显著提高。Herr 表示,通过从机加工的 PEEK 和 CF 尼龙改用 Tullomer,他将材料成本降低了 90% 以上,并提高了其工具组件的耐用性和精度。
如何打印 Tullomer

Z 聚合物为 Tullomar 和 Bambu Lab X1 Carbon 和 X1E FDM 3D 打印机创建了打印配置文件,但在下面发布了这些一般指南。
最小层高:0.05 毫米
床面:玻璃、PEI、PEX 或类似物,带胶粘剂
帽檐:0 mm,带物体间隙
最低 预算 FDM 的理想选择 高温 FDM 的理想选择
喷嘴温度 300°C 325ºC 325ºC
床温 120°C 120ºC+ 120ºC+
填充速度 400 毫米/秒 500 毫米/秒 + 120 毫米/秒 +
内壁速度 400 毫米/秒 500 毫米/秒 + 120 毫米/秒 +
冷却没有没有没有










发表评论